Discover
iStill Fermenter
Experience total control over the alcohol and flavor production process, because it manages temperature, pH, and specific gravity. The automation limits labor investment and prevents variable outcomes.
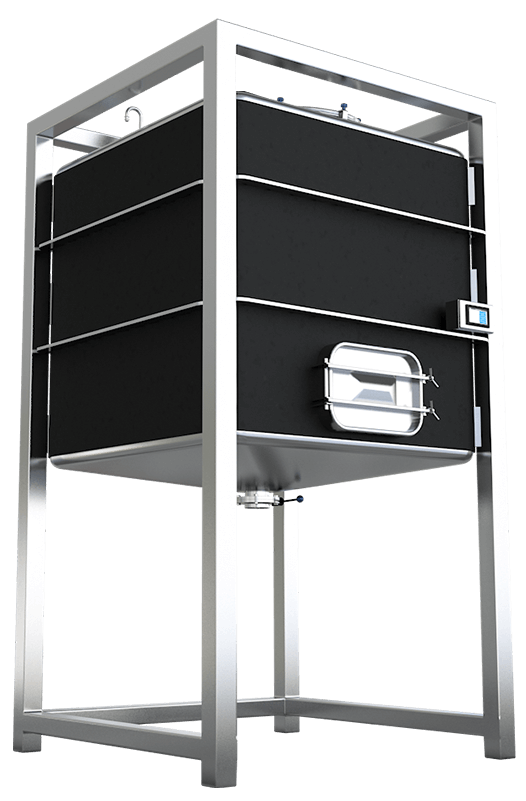
Build to last
The strongest unit on the market.
The iStill Fermenter is manufactured from 4 to 5 mm thick stainless steel sheets, where others use 0.7 to 1.7 mm only.
That difference puts it closer to production hardware than lightweight tank furniture, which matters when you need stable performance for years instead of a few seasons.
Efficiency
The most efficient unit on the market.
Its compact design, insulation, and total process control reduce wasted energy, keep fermentation behavior more stable, and create more predictable distillation inputs downstream.
Why it matters
The future of fermenting. Today.
Versatility.
The iStill Fermenter can help make any drink, from whiskey to rum, from vodka to brandy. It offers total control over both alcohol production and flavor production.
Build to last a lifetime.
iStill's Fermenters are made from high-quality stainless steel. It is strong, chemically inactive, and up to three times thicker than traditional mashers, boilers, and fermenters.
Business focus.
Spirits production should not consume all of your attention. Automation helps you spend less time on repetitive process work and more time on sales, story, and market building.
Complete control
Intelligent automation
The automation and robotization in the iStill Fermenter give you total control over the fermentation process. This helps you make the exact same top-shelf product over and over again.
Every setting, every stage, every second is monitored. Temperature, pH, and remaining specific gravity are all managed so the repetitive work does not depend on operator mood, memory, or timing.
Efficiency
Energy efficiency
The advanced design is over 90% efficient in its energy use. This lowers variable production costs significantly.
A compact footprint, insulation, and batch-built manufacturing help keep both operating cost and initial investment under control without compromising on vessel strength.
90%+energy efficient design
Built to keep heat where it belongs and reduce wasted energy across long production cycles.

Rethinking design
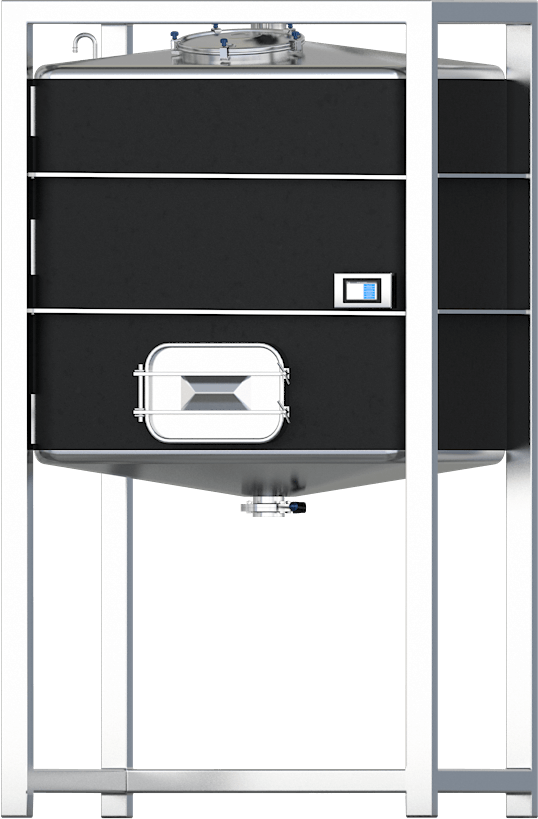
Square is the new round
Our patented flush square boiler offers unique properties. Mixing does not create agitation, so no new oxygen is introduced. Oxygen introduction stops the alcohol production process.
The iStill Fermenter is the only unit on the market that can mix during fermentation without introducing new oxygen. Another benefit is an ultra-high, over 90% fill grade.
Sizes
Production-ready fermenter sizes.
These are the two classic production sizes featured on the legacy product page. The current design studio can take you deeper.
iStill Fermenter 2000 liter
Starts at EUR 30.000,-
Sized for smaller production footprints that still need automation, vessel strength, and predictable cellar behavior.
Configure this sizeiStill Fermenter 5000 liter
Starts at EUR 35.000,-
For higher-volume operations that want the same square-vessel logic, automation layer, and structural overbuild.
Configure this sizeSpecifications
Dimensioned for real production spaces.
iStill Fermenter 2000 liter
Focus
Let the hardware handle fermentation.
Producing spirits costs money. The real value is in telling your story and selling your bottles. Our technology takes care of spirits production so your team can focus on telling and selling.